439 Stainless Steel Welding

316l Vs 439 Stainless Steel Comparison Gasmaster Industries Ltd

439 Stainless Steel Tubing Middletown Tube Works

A240 439 S43035 Stainless Steel Plates Suppliers Buy 439 Plate
439 Stainless Steel Steel Sheet And Strip Distributor Slitting Services

Steel Tubing Stainless Steel Tubing Metal Tubing Webco Industries

Astm A268 Tp439 Stainless Steel Tube 1 4510 X3crti17 Uns S43035 Aisi Type 439 Tube Manufacturer

316l is an austenitic stainless steel and 439 is a ferritic stainless steel.
439 stainless steel welding. Ferritic stainless usually comes in thicknesses of in. This designation is related to the microstructure of the metal the differences can be seen under an electron microscope in this picture a is austenitic 304 and b is ferritic 430. Type 439 is a titanium stabilized 18 percent chromium alloy that may be used in many oxidizing environments where type 304 is considered adequate in terms of general corrosion resistance but is subject to chloride stress corrosion cracking. Welding duplex stainless steel.
Type 439 stainless steel is a ferritic stainless steel designed to resist corrosion in a variety of oxidizing environments from fresh water to boiling acids. Or less so most welding with this material is done in a single pass. Duplex stainless steel is a combination of austenitic and ferritic stainless steel. Typically 409 or 439 filler material is used to weld ferritic stainless steels.
The two most common grades used in this application are 409 and 439. These two types of stainless steel are categorized by their microstructure. Titanium is the stabilizing agent utilized in this product. Ferritic stainless steel automotive applications use the most ferritic stainless steel.
It may be used in either the annealed cold formed or as welded condition in many applications where other stainless steel alloys such as type 304 type 410 type 409 and type 430are used. Select 439ti is a ferritic stainless steel composite metal cored electrode for gas metal arc or gas tungsten arc welding of 18 percent chromium steels used to fabricate exhaust systems. Description type 439 is an 18 chromium titanium stabilized ferritic stainless steel with corrosion resistance similar to that of 304 304l stainless steel. A ferritic stainless steel tube type 439 outperforms both type 409 and 436 in oxidation and corrosion resistance in the most demanding environments.
The composition of ati 439 stainless steel has been balanced to provide a completely ferritic structure at all temperatures to avoid the loss of ductility after welding and to provide resistance to intergranular corrosion. Preheating duplex stainless steel is usually not required. To weld stainless steel you should start at a high pulse rate of at least 100 pps and.

Sus 439 Stainless Steel Pipe Sizes 1 4462 Duplex Stainless Steel Pipe Buy Sus 439 Stainless Steel Pipe 1 4462 Duplex Stainless Steel Pipe Steel Pipe Sizes Product On Alibaba Com

Welding Stainless Steel A Quick Guide Weld Guru

439 Stainless Steel Tube Suppliers 439 Tubing Ss 439 Seamless Tube

Stainless Steel 439 Coil Ss 439 Coils Manufacturer Supplier In Mumbai India
Https Www Aksteel Com Sites Default Files 2018 11 441 Stainless Pdf

Matching Filler Metals To Stainless Steels Fabricating And Metalworking

Pdf Study And Analysis Of Welding Of Dissimilar Metals 409 Stainless Steel And 439 Stainless Steel By Tig Welding

Buy Stainless Steel Coils Aisi 430 Aisi 441 Aisi 439 Aisi 409 Aisi 304 Aisi 301 Coil Steel Stainless Steel

3 Ways To Weld Stainless Steel Wikihow
439 Stainless Steel Sheet Suppliers Ss 439 Coil 439 Stainless Steel Plate 439 Hr Cr Coil Stock

3 890 10 439 8 Generator Elbow 90 Degree Od Od 439 Ss
Pin On Stainless Steel Sheet

7 Things To Consider When Choosing A Stainless Steel Grade Metal Supermarkets Steel Aluminum Stainless Hot Rolled Cold Rolled Alloy Carbon Galvanized Brass Bronze Copper

Why Does Stainless Steel Rust After Welding Cougartron

Amazon Com Stainless Steel 304 Grade 3 To 2 5 Weld Transition Reducer Nicely Formed Automotive

Pin On Saky Steel Co Ltd
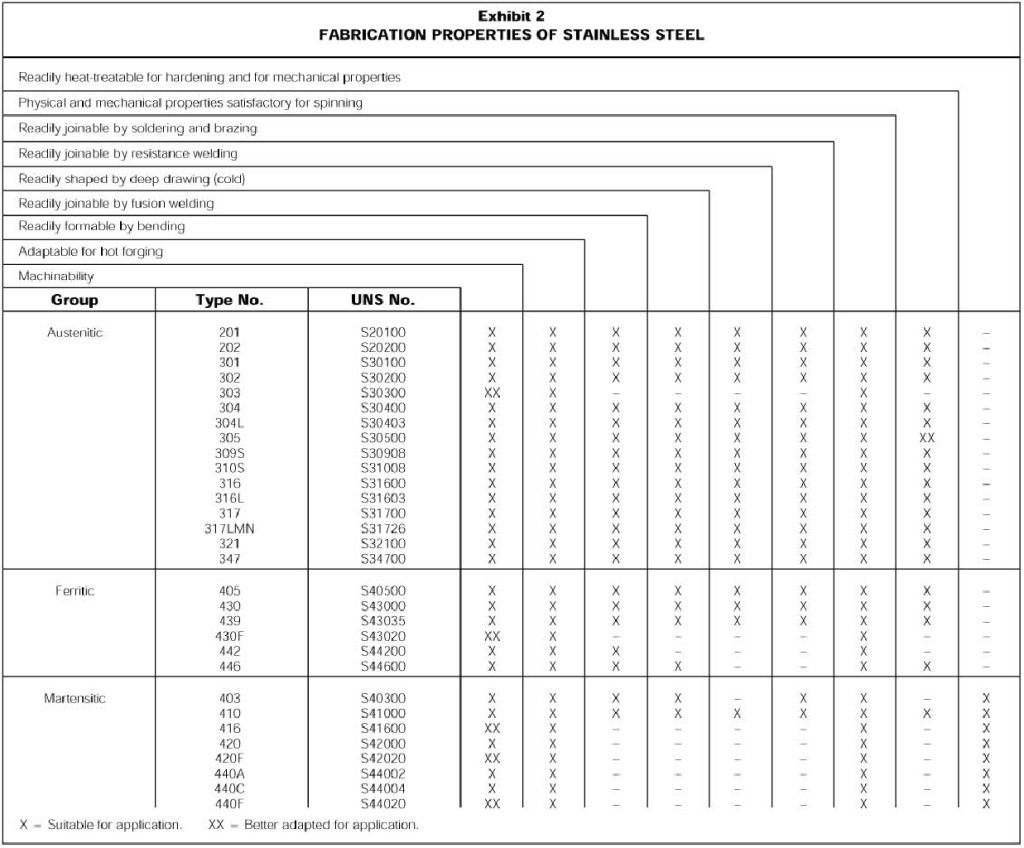
Fabrication Ssina

439 Stainless Steel Sheet And 439 Stainless Steel Plate Suppliers India
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrqcl1jg6sbawzwzbcv Hk31sjofbuzyrmiot Bpe Usqp Cau

Specifications Aisi 304 304l Astm A240 Ams 5513 5511 Finishes 2b Mill Dull 4 Brushed Appli With Images Stainless Steel Sheet Stainless Steel Plate Stainless Plate
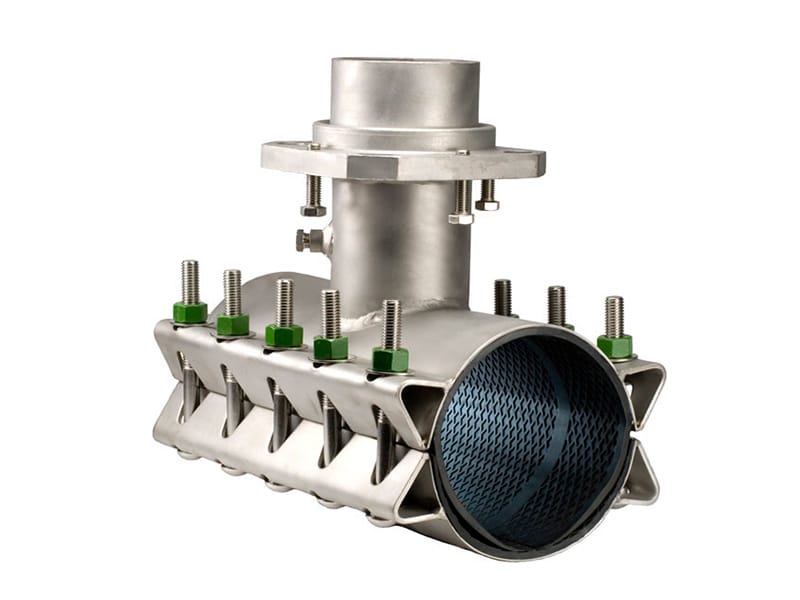
Branching Fittings Service Saddles Tapping Sleeves Jcm Industries
Selecting A Shielding Gas For Joining Stainless Steel

Different Process To Clean The Stainless Steel Welds Part 1 Nitty Gritty
Aluminum Vacuum Technology

316l Stainless Mig Stainless Welding 316l

Weld Inspection Etchants Etchant Store

Titanium Easy Flux 125 Amp Welder Welders Welding Jobs Inverter Welder
Https Www Aksteel Com Sites Default Files 2018 01 Comparator Stainless Steel 201512 Pdf

Welding Jobs Near Me 2020 Mig Stainless Steel Aluminum Tig Tig Welding Welding Tips Metal Welding

Ferritic Stainless Steels Stainless Steel Types

One Of My Best Looking Caps In 7 Years Of Welding 16 316 Stainless Steel Welding Projects Welding And Fabrication Welding Art

Jainam Nickel Alloys Is A Prominent Leader In Manufacturing Exporting And Supplying This Approved Jindal Agen Stainless Steel Sheet Toilet Paper Holder Plates
Https Www Aksteel Com Sites Default Files 2018 01 Aluminized409439201512 3 Pdf
Https Www Aksteel Com Sites Default Files 2018 12 18 Sr Stainless Pdf

Stainless Steel Samuel Service Center
Http Www Eng Lbl Gov Shuman Next Materials Components Pressure Vessels Ss Weld Manual Avesta Pdf

Steel Pipe Png Images Pngwing

Activation Energies For Oxidation Download Table
Http Midalloy Com Wp Content Uploads 2016 08 Midalloy Er409cb Pdf
Https Www Aksteel Com Sites Default Files 2018 01 15crcbuf201512 0 Pdf

Effect Of The Microstructure In Unmixed Zone On Corrosion Behavior Of 439 Tube 308l Tube Sheet Welding Joint Sciencedirect

